
Bearings and gearbox vibration are fundamental issues for rotating machines in many industrial applications. These are critical components; any failure can prove expensive in repair costs and downtime. Because of this condition, monitoring has become increasingly important over the years, usually centred around vibration measurements taken at critical locations, either continuously (online) or as part of a monitoring schedule. Vibration monitoring has become an integral part of most maintenance regimes and relies on the detection of various well-known frequency characteristics associated with this type of component. Detailed knowledge of the bearing or gearbox design allows characteristic vibration frequencies to be calculated. However, these frequencies are often masked by vibration from nearby components or noise, sometimes making diagnosis difficult. Vibration time signatures are also often subject to amplitude and frequency modulation, affecting the resultant frequency spectra. Here, we are going to look at the causes and effects of amplitude modulation in particular and how it is manifested in the frequency domain.
Gearbox Vibration & Rolling Contact Bearing Features

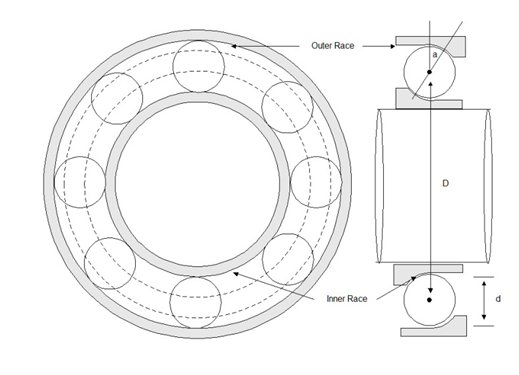
Rolling contact bearings, either rolling ball or rolling element are used extensively in all types of rotating machines. A rolling element bearing consists of a number of balls or rollers within an inner and outer bearing ring. When faults develop within such a bearing, it is often due to pitting on the surface of the elements or on the inner or outer bearing face. Standard equations allow the frequency of occurrence of these impacts to be estimated from the speed of rotation and the bearing’s detailed geometry, including the inner and outer race diameters and the diameter of the individual elements. Typically, we have the most common defect frequencies:
Fundamental Train Frequency (FTF)

Ball Passing Frequency Outer Race (BPFO)

Ball Passing Frequency Inner Race (BPFI)

Ball Spin Frequency (BSF)

where
D = pitch diameter
d = element diameter
a = contact angle
n = number of elements
f = Revolution speed (revs/sec).
Note that f is the relative speed difference between the inner and outer races. In most cases the outer race is stationary and so f is the shaft rotational speed. See Figure 2 below.
Gearbox Features

There are a large number of different designs of gearboxes. The simplest are known as Spur gears and are used to transfer power between two parallel shafts, usually at different speeds, as shown in Figure 3. The fundamental speeds of rotation of the shafts are defined by the ratio of the number of teeth on each gear-wheel.
fi = Input Speed
fo = Output Speed
Ni = Number of teeth on Input Gear
No = Number of teeth on Output Gear

Many more complicated gearboxes, including multiple compound gear trains, follow the same principles, but the internal gear speeds are more difficult to calculate.
Gear Mesh Frequency
The main frequencies seen within the vibration spectra for a gearbox are the rotational speeds of each gear, fi and fo and the gear-meshing or the tooth mesh frequency, FM. The gear-mesh frequency defines the rate at which gear teeth mesh together. The Gear Mesh Frequency is given by:

or

Hunting Tooth Frequency (HTF)
Another frequency which is sometimes used is the Hunting Tooth Frequency (HTF). This is found when one tooth on each gear are damaged and represents the frequency at which the two teeth contact each other. The calculation of this frequency is also dependent on the number of teeth per gear and involves finding the highest common factor (CF) between the gear ratios. For example if the input gear has 9 teeth then its factors are 1×9 and 3×3. If the output gear has 15 teeth then its factors are 1×15 and 3×5 and so the highest common factor is 3. The Hunting Tooth Factor (HTF) is given by: 
Amplitude Modulation in Gearbox Vibration
As discussed above, any surface defects in either a bearing or a gearbox will result in a vibration signal that will contain individual impulses due to the impacts generated when the defect comes into contact with other elements. The frequency of the impacts is dependent on design features of the component. The ability to measure and identify these frequencies will allow us to better identify these problems. In practice the signals caused by these impacts will also be modulated. This modulation could be both in amplitude and in frequency, but for the purposes of this discussion we will concentrate on amplitude modulation. Amplitude modulation is caused when the load on a bearing of a gearbox varies, typically with rotational speed. This change in load will affect the strength of the impact seen. For example, imagine a gearbox which shows signs of wear and which also has a slight bend in the shaft. The worn teeth will cause peaks in vibration to occur at the gear meshing frequency. The bend in the shaft will cause the pressure on the gear teeth to increase and then decrease during a complete revolution of the shaft. The same might apply to a bearing which is mounted horizontally. Due to gravitational forces the pressure between the element and the bearing surfaces may be greater at the bottom of the bearing rather than the top. If there is a defect on one of the elements then the impact from this may be stronger when the element rotates to the bottom of the bearing than when it is at the top. [Note that if there is a defect in the outer race and this is stationary then the impulses from this defect will not generally be subject to load variations and so will not show amplitude modulation]. The following graphs show the effect of amplitude modulation. Assume that our defect causes a pure sinusoidal output at the defect frequency, in this example 75Hz. We then amplitude modulate this signal at a lower frequency of 10Hz.

Figure 5 shows the effects of applying amplitude modulation to this signal. The frequency of the modulation signal is 10Hz. The relative amplitude of the modulation signal, or the modulation factor, is 0.25.

This amplitude modulation, caused by the multiplication of the higher frequency signal (fH) and the lower frequency modulation signal (fL), results in a signal, a(t) that is described by the standard equation:

This expands to:

That is, the resultant frequency spectrum will contain peaks at frequencies fH, (fH-fL ) and (fH+fL )Hz. The components (fH-fL) and (fH+fL) are known as ‘sidebands’ and are a common characteristic when performing frequency analysis on bearings and gearboxes. These are shown below in the frequency spectra of the amplitude modulated signal. Here we can clearly see the main component at 75Hz and the two side-bands at 65Hz and 85Hz.

In most situations the main vibration signal from a defect will not be sinusoidal but often a series of impulses, repeating at the defect frequency. In the frequency domain this signal will also contain a number of harmonics of the main defect frequency. Each of these harmonics will also have side-bands. In most cases the modulation frequency will be the shaft rotational speed. Therefore when analysing data from rolling element bearings or from gearboxes, the measurement and detection of sidebands in the frequency domain is very important. In gearboxes the gears rotate at different speeds and so there may be many sidebands present but with knowledge of the shaft speed and number of teeth per gear then detailed diagnostics are possible which can pin-point faults with specific gears and/or shafts.
Conclusion
In this discussion we have briefly looked at how we can use the detailed design information of bearings and gearboxes to look for specific fault conditions by collecting vibration information and analysing their frequency spectra. Amplitude modulation of the vibration signatures is common and we have seen how this causes side-bands to be present in the frequency domain.
This post was edited on 23rd Jan 2024
[Click to read Bearing & Gearbox Vibration Analysis using Demodulation Techniques? (Part 2)]
Don Davies
Latest posts by Don Davies (see all)
- Strain Gauge Basics – Part 2 – Shunt Calibration - February 26, 2024
- Bearing & Gearbox Vibration Analysis Using Demodulation Techniques (Part 1) - February 23, 2024
- Strain Gauge Basics – Part 1 - February 9, 2024




Don: The impact frequency of a broken tooth is at the speed (and harmonics) of the corresponding gear, not the gearmesh frequency
Regards
Eduardo Murphy
Eduardo, thanks for your comment, you are of course correct. A single damaged tooth will show as a peak in the vibration spectra at the speed of the corresponding gear. Typical vibration spectra for gearbox will show peaks at the speeds of each gear and the gear-mesh. I’ve updated the text to clarify this. Thanks again for pointing this out.
Pingback: A Simple Step-by-step Guide To Bearing Vibration Analysis
Sir
In the example shown , the defect frequency is 75 Hz. Then, what is that 10 Hz signal due to, which is used for amplitude modulation?
regards
Ajit Prasad
Pingback: Does it Hertz? | ADORN THE WORLD
What about if I’d like to know how the vibration grows with the amplitude with speed of that gear? Maybe it can be just growing linearly or quadratically, isn’t it?
I’m just asking for suggestions… Thanks!
Dear Don:
when a planetary gear operates at a constant input speed, I suppose that only the responses related to the gear mesh frequency will be present in the response signal. But why the harmonics of the gear mesh frequency are present as well?
Dear Sir,
we have Gearbox Premium make model SPL MD2-760 fitted with girth gear of cement mill and motro kw is 3150 994 rpm
Girth gear is 2 years old and gearbox is new
we are facing vibration in DE 7mm and NDE of input shaft is 4.5mm/s
can you tell what may the problem
Thanks for your comment. Unfortunately it is very difficult to suggest what your problem might be based on the information you have provided. Whilst the overall vibration levels may indicate that these is a problem it gives you no indication of what frequency components are present in the vibration. At the very least you will need to perform frequency analysis of the vibration signals. Examination of the frequency spectra together with knowledge of the shaft speed and gear fault frequencies will give you a better insight into the problem. Good Luck.
In calculating the frequencies associated with bearing faults it is important to note that there will be some skidding of the balls/rollers, so the bearing does act exactly like an epicylic gear train. At one time I had a friend who worked for one of the bearing manufacturers and he (unofficially) provided some figures. However that was in the mists of time, so I can’t remember what they were.
sir ,
Can we calculate the gear mesh frequency on Voith fluid couping ..
Pingback: Does it Hertz? | ADORN THE WORLD
How to determine which gear is defective in two meshing gears? There are sidebands at their gearmesh frequency but I can’t tell which gear is defective
I measure on the gearbox. All data is smaller than 0.5mm/s. However, I can hear the noise of the gear. Does the gear have any problem or just mechanical looseness? Thanks.
Hi Don,
I have been really curious on one topic and while I was searching for it, I came across your website.
Although above blog is not related to what I was looking for but it was a good read.
Now coming to my question;
Generally we place sensors on housing based on the best location nearby to a bearing and loadzone hence when I am measuring vibration of gear set mesh its mostly affected with many other factors including electronics noise.. hence this signal is combination of many comonents’ signal.
What I am curiouis to know; “When two spur gears are meshing each other then engagement starts and then meshing occurs completely then disengagement occurs and these two gears go out of mesh. Now what I could not find on inernet is that what sort of signal will be generated when these three steps occur..will it be a square wave or sawtooth patter ( ideal case)?”
Nice Blog. Thanks for sharing the post. Vibration Analysis in Gearboxes can help in detecting these instances of friction and impact when it comes to predictive maintenance.